Chủ đề hàn sắt với inox dụng que hàn gì: Khám phá những bí quyết và kỹ thuật từ A đến Z trong việc hàn sắt với inox, bao gồm cách lựa chọn que hàn phù hợp và thiết lập máy hàn để đảm bảo mối hàn chắc chắn, bền đẹp. Bài viết sẽ hướng dẫn bạn cách chọn que hàn, điều chỉnh máy hàn, và các biện pháp an toàn cần thiết để hoàn thành công việc hàn một cách hiệu quả nhất.
Mục lục
- Hướng dẫn hàn sắt với inox bằng que hàn
- Lựa chọn que hàn phù hợp khi hàn sắt với inox
- YOUTUBE: Cách hàn inox mỏng bằng máy hàn que/ hàn inox bằng que/ cách hàn inox
- Kỹ thuật hàn sắt với inox để đạt hiệu quả cao
- Các loại que hàn thường được sử dụng để hàn sắt với inox
- Hướng dẫn thiết lập máy hàn phù hợp
- Biện pháp an toàn cần lưu ý khi hàn sắt với inox
- Sai lầm thường gặp và cách khắc phục khi hàn sắt với inox
- Kiểm tra và bảo dưỡng sau khi hàn
Hướng dẫn hàn sắt với inox bằng que hàn
Khi hàn sắt với inox, việc lựa chọn que hàn phù hợp là rất quan trọng. Đối với que hàn inox, bạn nên chọn loại có bọc thuốc bazơ để đảm bảo chất lượng mối hàn và tránh ăn mòn kim loại.
Lựa chọn que hàn và cài đặt máy hàn
- Chọn que hàn inox có kích thước phù hợp với độ dày của inox và sắt.
Điều chỉnh cường độ dòng hàn phù hợp với loại que và độ dày của kim loại: bắt đầu từ mức thấp và tăng dần đến khi đạt mối hàn ưng ý.
Giữ góc độ que hàn khoảng 45 độ so với bề mặt hàn để đạt hiệu quả tốt nhất.
Kỹ thuật hàn
Thực hiện hàn không liên tục để tránh nóng chảy mối hàn. Khi hàn kéo, bạn nên di chuyển que hàn đều tay, chuyển động liên tục và không để que hàn quá xa bề mặt hàn.
An toàn lao động khi hàn
Bảo vệ cá nhân là yếu tố quan trọng nhất trong quá trình hàn:
- Mặc đồ bảo hộ lao động kín đáo, bao gồm quần áo, mặt nạ, kính bảo hộ, và găng tay.
Đảm bảo làm sạch bề mặt hàn và que hàn trước khi bắt đầu để tránh tạp chất gây ảnh hưởng đến chất lượng mối hàn.
Luôn giữ que hàn khô và sạch, tránh ẩm mốc để ngăn chặn hiện tượng oxy hóa.
Chú ý sau khi hàn
Sau khi hàn, nên kiểm tra mối hàn để đảm bảo không có vết nứt hoặc lỗi kỹ thuật nào khác. Nếu có gỉ sau hàn, sử dụng máy mài cẩn thận để làm sạch và đánh bóng bề mặt.

Xem Thêm:
Lựa chọn que hàn phù hợp khi hàn sắt với inox
Khi lựa chọn que hàn để hàn sắt với inox, điều quan trọng nhất là chọn loại que hàn phù hợp với cả hai loại vật liệu này. Dưới đây là một số hướng dẫn và lưu ý cần thiết để đảm bảo chọn được que hàn phù hợp.
- Chọn loại que hàn: Que hàn sắt không gỉ thường có bọc bazơ là lựa chọn tốt nhất cho việc hàn sắt với inox vì chúng giúp tia hàn ổn định và mối hàn chắc chắn hơn.
Kích thước que hàn: Đường kính của que hàn phải phù hợp với độ dày của vật liệu đang hàn. Que hàn thường có đường kính từ 1.6mm đến 3.2mm.
Cường độ dòng hàn: Điều chỉnh cường độ dòng hàn phù hợp với loại vật liệu và que hàn. Điều này quan trọng để đảm bảo rằng mối hàn không bị nóng chảy quá mức hoặc không đủ nhiệt để tạo mối hàn chắc chắn.
Vị trí que hàn: Giữ que hàn vuông góc với bề mặt hàn. Khi hàn, nên di chuyển que hàn một cách nhẹ nhàng và đều tay để tránh tạo ra các mối hàn lồi lõm không đều.
Ngoài ra, khi hàn sắt với inox, nên thực hiện các mối hàn ngắt quãng thay vì liên tục để tránh làm nóng chảy quá mức. Cũng cần lưu ý bảo quản que hàn ở nơi khô ráo và sạch sẽ để tránh ảnh hưởng đến chất lượng hàn.
Để hàn hiệu quả và an toàn, hãy đảm bảo sử dụng đầy đủ thiết bị bảo hộ lao động như găng tay, kính bảo hộ, và mặt nạ hàn. Mọi thao tác cần được thực hiện một cách cẩn thận để đảm bảo an toàn và chất lượng công việc hàn.

Cách hàn inox mỏng bằng máy hàn que/ hàn inox bằng que/ cách hàn inox
hàn inox bằng que hàn sắt sẽ như nào?........?
Cách hàn nối khung inox mỏng bằng que 2ly5 dành cho bạn mới tập hàn/ Hàn inox / Cách hàn que
Cách hàn điện đơn giản như vậy sao mình không làm được/ cách hàn sắt mỏng/ cách hàn inox
Cách hàn inox bằng chức năng hàn tig trên máy hàn que/ Cách lắp dây máy hàn tig/Lắp đồng hồ máy hàn
Thử hàn inox bằng máy hàn que (hàn sắt)
Khác Biệt Hàn Sắt Bằng Máy Hàn Inox Hàn Tig
Kỹ thuật hàn sắt với inox để đạt hiệu quả cao
Để hàn sắt với inox hiệu quả, việc áp dụng đúng kỹ thuật và sử dụng thiết bị phù hợp là rất quan trọng. Dưới đây là một số bước và lưu ý để bạn có thể đạt được mối hàn chất lượng cao.
- Chuẩn bị: Đảm bảo rằng cả hai bề mặt hàn sạch sẽ và không có dầu mỡ. Sử dụng giấy nhám để làm sạch bề mặt trước khi hàn.
Chọn que hàn phù hợp: Sử dụng que hàn có thuốc bọc để đạt được mối hàn ổn định và chắc chắn hơn. Đường kính que hàn phải phù hợp với độ dày của vật liệu.
Thiết lập máy hàn: Điều chỉnh cường độ dòng hàn phù hợp với loại vật liệu và độ dày của chúng. Cài đặt này quan trọng để tránh nóng chảy quá mức hoặc không đủ nhiệt để hàn.
Kỹ thuật hàn: Hàn ở góc 45 độ so với bề mặt và duy trì chuyển động que hàn đều và liên tục. Tránh hàn liên tục quá lâu ở một điểm để không gây ra sự nóng chảy không mong muốn.
Kiểm tra và làm sạch sau hàn: Sau khi hàn, sử dụng máy mài nhẹ nhàng để loại bỏ các gỉ hàn và làm mịn bề mặt. Sau đó, kiểm tra kết cấu của mối hàn để đảm bảo không có vết nứt hoặc lỗi.
Các bước trên sẽ giúp bạn cải thiện đáng kể chất lượng của mối hàn khi làm việc với sắt và inox, đồng thời đảm bảo an toàn và hiệu suất làm việc.

Các loại que hàn thường được sử dụng để hàn sắt với inox
Trong quá trình hàn sắt với inox, việc lựa chọn que hàn phù hợp là rất quan trọng để đảm bảo chất lượng và độ bền của mối hàn. Dưới đây là một số loại que hàn thông dụng và các đặc điểm của chúng.
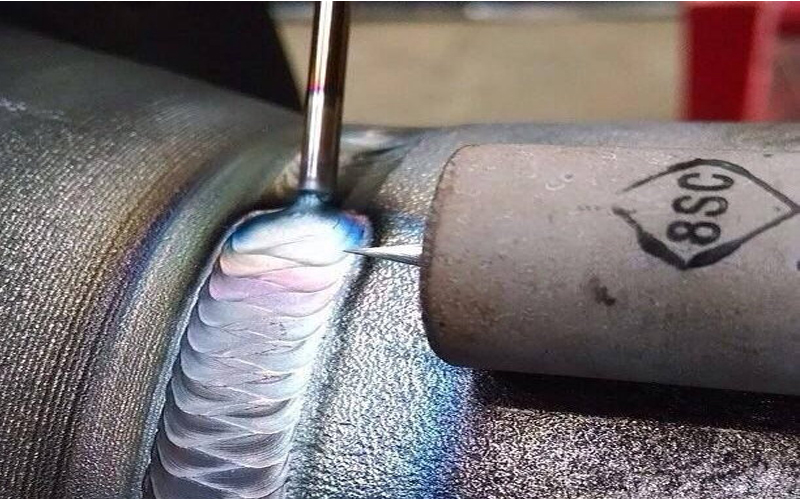
- Que hàn inox có thuốc bọc: Đây là loại que hàn phổ biến nhất, có đầy đủ lớp thuốc bọc bên ngoài và lõi kim loại bên trong. Lớp thuốc bọc giúp cho tia hàn ổn định và mối hàn chắc chắn, láng mịn, đồng thời cũng tăng cường khả năng chống ăn mòn và gỉ sét.
Que hàn TIG (que hàn inox không có thuốc bọc): Loại này thường được sử dụng trong phương pháp hàn TIG, chỉ có phần lõi kim loại và không có lớp thuốc bọc. Nó phù hợp cho các ứng dụng đòi hỏi độ tinh khiết cao của mối hàn và khả năng chịu nhiệt tốt.
Các loại que hàn này có thể được áp dụng trong nhiều lĩnh vực khác nhau, từ sản xuất, gia công cho đến sửa chữa các vật dụng bằng inox. Việc lựa chọn que hàn phù hợp không chỉ ảnh hưởng đến chất lượng mối hàn mà còn đảm bảo an toàn và hiệu quả trong quá trình làm việc.
| Loại Que Hàn | Đặc Điểm | Ứng Dụng Thường Thấy |
|---|---|---|
| Que hàn có thuốc bọc | Mối hàn ổn định, chống ăn mòn tốt | Chế tạo thiết bị, bồn chứa |
| Que hàn TIG | Độ tinh khiết cao, chịu nhiệt tốt | Hàn tinh vi trong y tế và trang trí |
Lưu ý khi sử dụng que hàn: Đảm bảo que hàn khô và sạch trước khi sử dụng, kiểm tra kỹ lưỡng để tránh các lỗi hàn có thể xảy ra do que hàn bị ẩm hoặc có tạp chất.

Hướng dẫn thiết lập máy hàn phù hợp
Để thiết lập máy hàn phù hợp khi hàn sắt với inox, cần xem xét nhiều yếu tố kỹ thuật quan trọng. Dưới đây là hướng dẫn chi tiết về cách thiết lập máy hàn để đảm bảo hiệu quả và an toàn trong quá trình hàn.
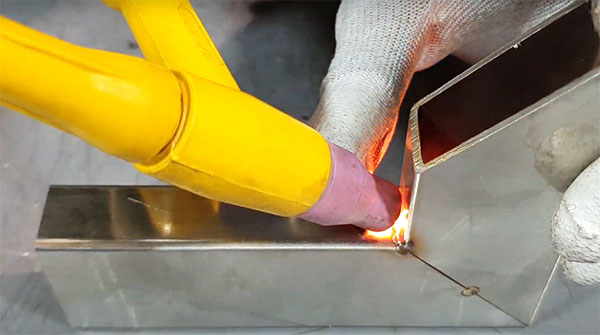
- Chọn máy hàn phù hợp: Sử dụng máy hàn que hoặc máy hàn TIG tùy thuộc vào độ dày và loại vật liệu của inox. Máy hàn TIG thường được khuyên dùng cho inox mỏng dưới 0.8mm để tránh làm thủng vật liệu.
Điều chỉnh cường độ dòng hàn: Thiết lập dòng hàn ở mức thấp để bắt đầu, nhất là khi hàn inox để tránh làm hỏng mối hàn. Tăng dần dòng hàn nếu cần thiết cho đến khi đạt được mối hàn chất lượng cao.
Điều chỉnh góc độ que hàn: Giữ que hàn ở góc 45 độ so với bề mặt vật liệu để đảm bảo mối hàn đều và mịn. Điều này giúp kiểm soát tốt hơn quá trình hàn và hạn chế gỉ hàn bám vào mối hàn.
Kiểm tra và vệ sinh thiết bị: Luôn vệ sinh máy hàn trước và sau khi hàn để loại bỏ bụi bẩn và tạp chất, điều này giúp tăng tuổi thọ của máy và đảm bảo an toàn trong quá trình hàn.
Đảm bảo tuân thủ các hướng dẫn này sẽ giúp bạn thiết lập máy hàn một cách hiệu quả, tạo ra các mối hàn chất lượng cao và an toàn trong quá trình làm việc.

Biện pháp an toàn cần lưu ý khi hàn sắt với inox
Khi hàn sắt với inox, việc tuân thủ các biện pháp an toàn là cực kỳ quan trọng để đảm bảo an toàn cho người thợ hàn. Dưới đây là một số lưu ý và biện pháp an toàn bạn cần áp dụng:
- Chuẩn bị bề mặt: Làm sạch kỹ lưỡng bề mặt của kim loại bằng cách loại bỏ dầu mỡ, bụi bẩn và các tạp chất. Có thể sử dụng dung môi hoặc chất tẩy rửa chuyên dụng để làm sạch.
Trang bị bảo hộ cá nhân: Luôn mặc đồ bảo hộ lao động đầy đủ, bao gồm quần áo chống cháy, găng tay, kính bảo hộ, và mặt nạ hàn để bảo vệ khỏi các tia lửa và bức xạ hồ quang.
Kiểm tra thiết bị hàn: Đảm bảo rằng thiết bị hàn đã được kiểm tra và bảo trì thường xuyên để hoạt động hiệu quả và an toàn. Điều chỉnh cài đặt dòng hàn phù hợp với độ dày của kim loại và loại que hàn được sử dụng.
Giữ khoảng cách an toàn: Khi hàn, hãy đảm bảo giữ khoảng cách an toàn từ que hàn đến cơ thể, tránh để que hàn quá gần mặt hoặc các bộ phận khác của cơ thể để tránh nguy cơ bỏng hoặc tổn thương.
Vệ sinh sau hàn: Sau khi hàn, vệ sinh khu vực làm việc và thiết bị hàn. Loại bỏ các phế liệu và chất thải đúng cách để tránh tạo điều kiện cho cháy hoặc các nguy cơ an toàn khác.
Áp dụng các biện pháp này không chỉ giúp bảo vệ sức khỏe của bạn mà còn đảm bảo rằng mối hàn đạt chất lượng tốt nhất.

Sai lầm thường gặp và cách khắc phục khi hàn sắt với inox
Khi hàn sắt với inox, một số sai lầm thường gặp có thể ảnh hưởng đến chất lượng mối hàn. Dưới đây là các sai lầm đó và cách khắc phục hiệu quả:
- Không làm sạch bề mặt trước khi hàn: Dầu mỡ và bụi bẩn có thể gây ra mối hàn yếu và không đều. Hãy làm sạch bề mặt kim loại bằng dung môi hoặc chất tẩy rửa chuyên dụng trước khi hàn.
Sử dụng cường độ dòng hàn không phù hợp: Điều chỉnh dòng hàn từ thấp đến cao phù hợp với độ dày và loại vật liệu để tránh làm thủng hoặc không đủ sức nóng để hàn.
Hàn liên tục quá lâu tại một điểm: Điều này có thể khiến mối hàn bị nóng chảy. Hãy hàn ngắt quãng và di chuyển que hàn liên tục để phân bổ nhiệt đều hơn.
Không sử dụng khí bảo vệ: Đối với hàn TIG, việc không sử dụng khí bảo vệ như argon có thể dẫn đến oxy hóa mối hàn. Hãy đảm bảo sử dụng khí bảo vệ phù hợp để giảm thiểu oxy hóa.
Không kiểm tra thiết bị: Máy hàn cần được kiểm tra và bảo dưỡng định kỳ để đảm bảo hiệu suất tốt nhất và an toàn khi hàn.
Những sai lầm này nếu không được khắc phục có thể dẫn đến mối hàn kém chất lượng hoặc hỏng hóc vật liệu. Bằng cách áp dụng các biện pháp khắc phục trên, bạn có thể cải thiện đáng kể chất lượng công việc hàn của mình.

Xem Thêm:
Kiểm tra và bảo dưỡng sau khi hàn
Để đảm bảo chất lượng và độ bền của các mối hàn inox và sắt, việc kiểm tra và bảo dưỡng sau khi hàn là vô cùng quan trọng. Dưới đây là các bước và lưu ý cần thực hiện:
- Kiểm tra mối hàn: Sau khi hàn, bạn cần kiểm tra kỹ lưỡng các mối hàn để đảm bảo không có vết nứt hay lỗ hổng. Sử dụng kính lúp hoặc các thiết bị kiểm tra không phá hủy để kiểm tra mối hàn chính xác nhất.
Vệ sinh mối hàn: Loại bỏ các gỉ hàn và tạp chất bám trên bề mặt kim loại. Sử dụng bàn chải kim loại hoặc máy mài nhẹ nhàng để làm sạch mối hàn, đồng thời cẩn thận để không làm xước bề mặt kim loại.
Áp dụng biện pháp chống oxy hóa: Để ngăn ngừa quá trình oxy hóa có thể xảy ra sau khi hàn, có thể phủ một lớp sơn bảo vệ hoặc chất chống gỉ lên bề mặt mối hàn.
Bảo quản thiết bị hàn: Sau khi sử dụng, máy hàn và các phụ kiện cần được bảo quản nơi khô ráo, sạch sẽ để tránh ẩm mốc và hư hỏng. Điện cực hàn không sử dụng hết cần được bảo quản trong môi trường khô ráo để ngăn chặn hiện tượng oxy hóa.
Thực hiện đầy đủ các bước trên không chỉ giúp tăng tuổi thọ của mối hàn mà còn đảm bảo an toàn và thẩm mỹ cho sản phẩm sau hàn.









.jpg)





.jpg)



